
Hotter Dies to Reduce Overheating?
How can hotter dies lower max core temperature and reduce press load during forging?
It seems counterintuitive. You would think that cooler dies act as a heat sink, cooling the billet down. But, the exact opposite happens. Especially when running at process limits to maximize die life and production rate, the "die chill" effect is a big deal.
Here is what is actually happens: When a hot billet rests on cold tooling, the surface of the metal instantly drops in temperature. Because flow stress is highly temperature-dependent, that chilled surface forms a rigid, high-strength shell around the part. It becomes much harder for the material to flow near the chilled surface.
Because the press energy has to go somewhere, all of that deformation is forced into the flowable center of the part. This causes severe localized strain. More strain = more work, and more work translates directly into a heat gain right in the core of the billet.
Read more about this effect known as adiabatic heating in another post:
This effect becomes exponentially more pronounced for parts that need more than a second to get into position, for non-automated forge lines, or for a press that takes a second to respond and hit the part. Any extra contact dwell time allows the cold dies to suck more heat out of the surface before deformation even begins.
The quick simulation image below shows a noticeable effect on an example of a basic flattening die set, but it is even more substantial when forging thin features or into tight cavities, fins, or ribs. In those geometries, the chilled skin makes up a larger percentage of the total feature thickness. The surface effectively has the brakes on, which leaves the core to absorb all of the energy while moving and heating up adiabatically. Under these conditions, it doesn't take much to make a big difference in peak core temperature.
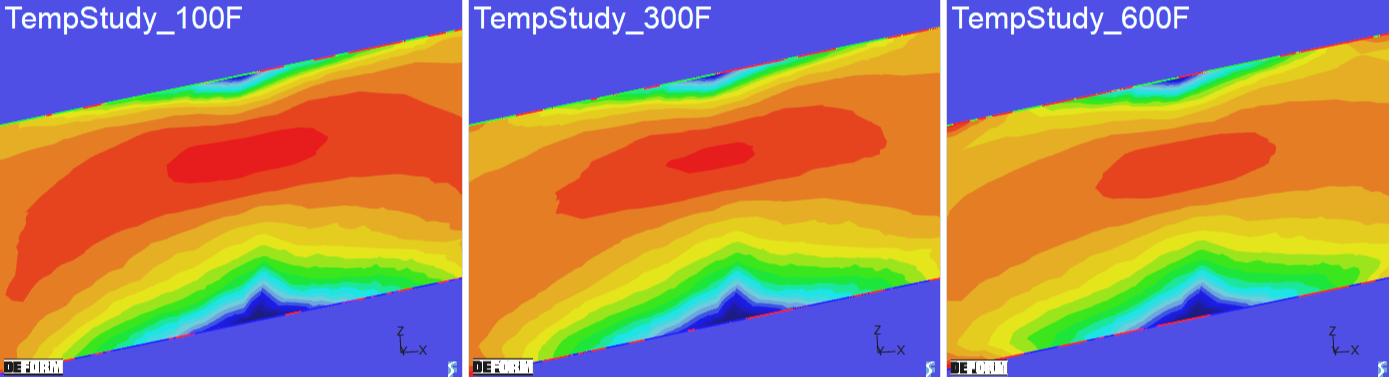
Fig 1. : 1700F Ti-6Al-4V billet flattened from 1.5in (38.1mm) to 0.5in (12.7mm) on dies preheated to 100F, 300F, and 600F.
Hotter dies reduce the die chill effect and keep the surface flow stress lower. This leads to the work being spread more evenly across the workpiece which leads less adiabatic heat gain in the core.
This more evenly heated workpiece also leads to lower load (tonnage) on the press to form the part.
Die Temperature vs. Press Load
Reducing die chill keeps surface flow stress lower, requiring less tonnage to fill the cavity. Less mechanical work equals less adiabatic heat gain.
Zoomed to the final high-pressure filling stage (Step 345 to 356). As the die cavity fills, the 600°F dies (White) require noticeably less force to finish the part than the 100°F dies (Grey).
Follow me on LinkedIn! Or hit me up with the form below:
As forging designers/suppliers, we have all kinds of targets to hit: tensile and yield strength, ductility targets, grain size requirements, and strict microstructure limits. If die chill pushes your core temperature a handful of degrees higher than expected, it can instantly transform a passing forging into a failing one.
Sometimes, the best way to keep your forging cool is to turn the die heaters up.
If you missed the link, check out my post about Adiabatic Heating!